Fabrication à façon
Nous vous proposons notre parc de machines comme une extension de l’établi. Daub CNC Technik fabrique rapidement et facilement des pièces en aluminium et en plastique. La fabrication de pièces unitaires jusqu’aux grandes séries à partir de profilés extrudés d’une longueur maximale de 6000 mm et de feuilles de tôle jusqu’à 2000 x 3000 mm est notre point fort.
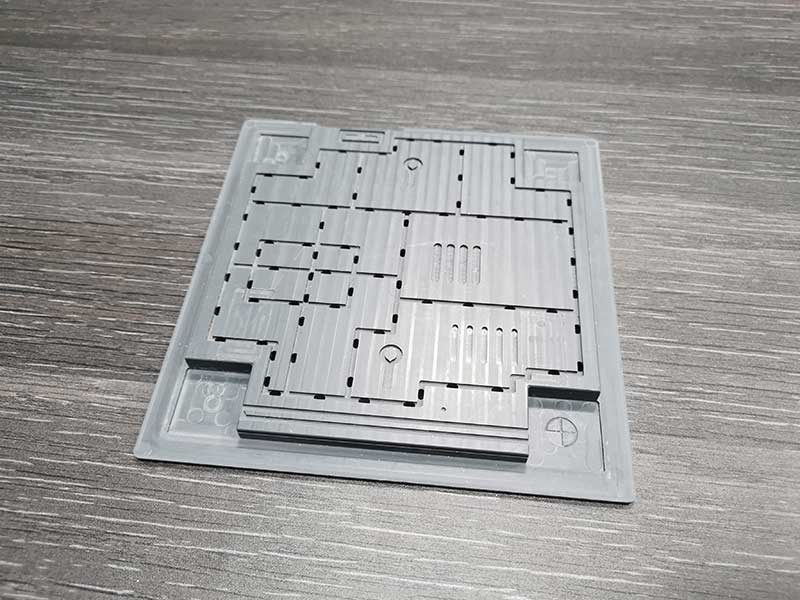
Le fraisage HSC (High-Speed-Cutting) sur nos fraiseuses à portique 3 axes avec une vitesse de rotation possible de 60000 tr/min nous permet un usinage économique de la plus haute qualité. Cette forme d’usinage permet de réaliser les plus petits contours ou gravures. Pour ce faire, nous utilisons systématiquement les technologies les plus récentes avec nos systèmes de CAO pour la préparation des données et de FAO pour la programmation. Grâce à la technique de serrage sous vide, nous pouvons réaliser des usinages de tôles filigranes tels que des poches de fraisage, des lamages, des chanfreins, des rayons et des filetages sans déformation et sans modification de la structure du matériau de base.
Notre vaste stock d’aluminium nous permet de réagir rapidement et de fabriquer vos produits.
De même, vous pouvez nous fournir votre matériel avec vos spécifications individuelles pour le traitement.
Nous sommes votre interlocuteur pour la sous-traitance de pièces fraisées en tôle – du prototype à la série.
Pour la fabrication, nous avons besoin de données 2D DXF ou de données 3D Step.
Possibilités de fabrication
Sérigraphie
Nous imprimons en sérigraphie selon vos spécifications dans les teintes RAL, Pantone ou HKS.
Notre sérigraphie moderne de la société ESC, associée à des encres de haute qualité, garantit une qualité d’impression optimale sur une surface maximale de 700×600 mm.
Avantages de la sérigraphie
– Un pouvoir couvrant élevé
– Résultats d’impression durables et extrêmement résistants
– Prédestiné aux grands tirages
– Haute brillance des couleurs
– convient pour les couleurs claires sur fond sombre
La sérigraphie est un procédé d’impression dans lequel l’encre est imprimée sur le matériau à imprimer à l’aide d’une raclette en caoutchouc, à travers un écran textile à mailles fines. Aux endroits du tissu où l’encre ne doit pas être imprimée, les ouvertures de maille du tissu sont fermées par un gabarit afin d’empêcher l’encre de passer.
Impression numérique
Contrairement à la sérigraphie, l’impression numérique ne nécessite pas de forme d’impression fixe. L’impression numérique, également appelée NIP (Non Impact Printing) ou DDP (Direct Digital Printing), est un procédé d’impression peu coûteux et rapide. Les petits tirages peuvent être réalisés avec des modèles d’impression directement à partir de l’ordinateur, sans étapes intermédiaires.
Marquage au laser
Des possibilités de conception illimitées avec le marquage laser. Un procédé particulièrement rapide, flexible et résistant à l’abrasion pour la conception personnalisée de la surface de l’aluminium sans frais d’outillage supplémentaires, additifs ou solvants.
Technique d’insertion en force avec connecteurs d’insertion en force
Les fixations à sertir sont pressées dans des trous de la pièce à usiner. Le matériau s’écoule par déformation à froid dans une contre-dépouille située dans la zone de la tige de la fixation. Une denture ou une forme de tête spéciale empêche la rotation de la fixation.
Elles assurent des points de montage solides et des forces d’arrachement et de torsion élevées sans endommager le matériau ni créer de bosses sur les bords. Les fixations affleurent au dos des matériaux.
Les raccords à sertir sont fiables, durables et économiques.
Passivation de l’aluminium
Nous proposons à nos clients la passivation de plaques d’aluminium et de profilés en pièces. La couche de chromate produite offre une protection optimale contre la corrosion et constitue une bonne base d’adhérence pour les revêtements ultérieurs.
Ce revêtement offre une protection optimale contre la corrosion et sert également de base d’adhérence pour les adhésifs, les peintures et les revêtements en poudre lors des traitements ultérieurs. De plus, il possède une faible résistance électrique de surface, ce qui permet d’obtenir de faibles résistances de contact lors des mises en contact. Pour obtenir une surface uniforme, les plaques d’aluminium sont préalablement dégraissées et décapées.
sablage/ sablage aux billes de verre
Le principe du sablage aux billes de verre est identique à celui du sablage. La forme ronde de l’abrasif rend la surface moins rugueuse et lui confère un aspect soyeux et homogène. Les bandes d’étirage des profilés extrudés sont entièrement masquées.
L’effet réel du sablage aux billes de verre est dû à l’impact des billes sur la surface. Grâce à la forme sphérique, il n’y a que très peu ou pas du tout d’abrasion sur la surface. En même temps, la surface se densifie et se solidifie, offrant un prétraitement optimal pour l’anodisation.